
全国服务热线:40060-78960
深圳市鸿栢科技实业有限公司
联系人:韩玉琦
电话:0755-26013200/26013464
传真:0755-26013188
Email:saw@sawchina.cn
QQ:2280915288
微信:18682260315
旺旺:szhbkj
摘要:提出了汽车柔性焊接生产线中应用的分层伺服系统体系结构和硬件配置,分析了采用逻辑控制与运动控制相结合的系统控制原理,叙述了MP920控制器的参数设定方式,给出了伺服控制系统程序工作流程。结合广州本田汽车有限公司年产24万整车自动焊接生产线设计建造的实例,介绍了MP920伺服系统在自动化生产线中的实际应用,给出了伺服系统的调试方法,并对调试结果进行了分析。实际应用效果表明了所提体系结构和控制模式的正确性和有效性。
关键词:MP920伺服系统; 汽车制造; 柔性焊接生产线; 电气控制
0 引言
在汽车制造企业中,车身焊接生产线是一条关键的生产线,这条生产线决定车身焊接车间乃至整个企业的生产能力、产品质量和产品的多样化。广州本田汽车有限公司年产24万轿车的自动化焊接生产线是一条贯通式流水线,全线5个全自动工位:车身地板搬送工位、车身部件预装配工位、自动焊接工位、车身卸载工位和车身夹具切换工位。该自动生产线全面采用了日本安川公司的MP920伺服系统,极大地进步了工装夹具的定位精度和生产线的柔性化程度。
本文从MP920伺服系统的硬件体系结构、控制原理、控制程序设计以及系统调试等几方面介绍该生产线中的伺服系统,研究柔性自动化生产线中伺服控制系统的应用。
1 伺服系统硬件配置
考虑系统的信息处理量大,为了降低PLC的信息处理负担,进步控制器之问的独立性,系统采用了分层的体系结构,第一层为主控PLC,第二层为伺服控制器,两个控制层之间采用现场总线进行通讯。整个系统硬件配置如图1所示。
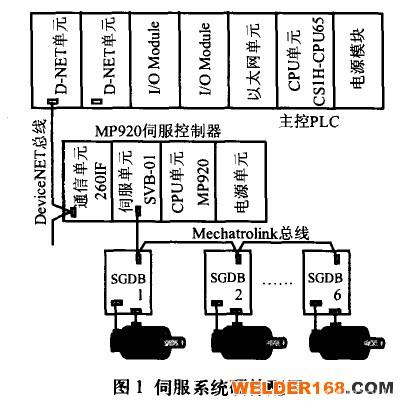
主控PLC是整条生产线的逻辑处理中心,它一方面协调控制现场各种设备按照工艺顺序要求工作,另一方面向上层监控设备实时发送生产和设备状态信息。主控PLC选用OMRON公司的CS1H.CPU65型PLC系统。伺服系统采用日本安川电机公司的MP920伺服系统,该伺服系统由伺服控制器,伺服驱动器和伺服电机组成,其中伺服控制器是整条生产线的运动控制核心,控制伺服电机按照工艺要求精确运动,同时还通过现场总线DeviceNet将伺服系统的状态信息反馈给主控PLC。伺服控制器选用MP920可编程控制器专门用于控制直线型伺服电机系统。伺服驱动器选用Σ系列SGDB型伺服驱动器,伺服电机选用Σ系列SGM型伺服电机。在车身自动焊接生产线中使用了3套MP920系统来控制了18个伺服电机。
2 MP920控制器工作原理
2.1 MP920控制器构成
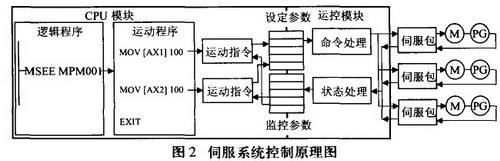
在MP920系统中,CPU模块(MP920)主要起数据处理(逻辑处理和运动处理)的作用,并向运动控制单元(SVB一01)发送运动指令,并根据反馈信息作进一步处理。运动控制单元主要进行指令处理和运动状态处理,通过Mechatrolink总线每个单元最多能单独控制l4个轴。此单元能预先进行参数设定,根据CPU发送过来的指令进行运动控制,并将运动过程中的各种参数反馈到CPU单元中往。DeviceNet通讯单元(260IF)通过Device—Net协议与主控PLC进行数据交换,进行协同工作,完成整线的控制。
2.2 MP920控制器参数设定
运动控制单元内部有三类参数:固定参数、设定参数和监控参数。其中固定参数包括电机参数、伺服驱动器参数、编码器参数等固定数据;设定参数用来向伺服驱动器提供伺服控制命令,在系统运行时可以实时更改;监控参数由与伺服马达相连的编码器反馈到运动控制单元的电机运动状态数据,这些监控数据可以在运动程序和逻辑程序中作为参考。CPU单元对运动控制单元的控制是通过其I/O端口与运动控制单元的参数相互对应建立的。为建立这种联系,须将CPU单元的输出I/O端口分配给运动单元的设定参数,输进I/O端口分配给运动单元的监控参数。CPU单元在进行I/O刷新时将监控参数读进内存,同时将伺服控制命令写进到运动控制单元的设定参数中,实现对运动控制单元的控制。伺服系统的控制原理如图2所示。
2.3 MP920控制程序设计
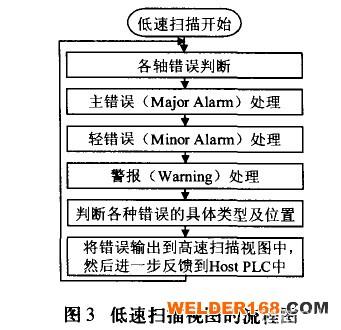
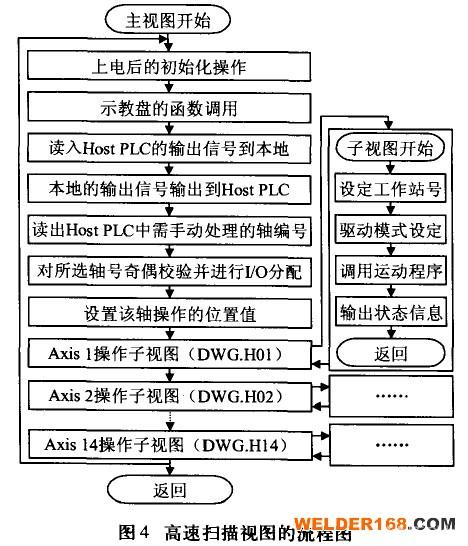
MP920伺服控制器通过循环扫描用户程序来进行控制,用户程序由视图、函数和运动程序组成。其中视图与函数主要用于完成顺序逻辑控制,运动程序用于电机的运动控制。为了节省系统资源,将视图分为高速扫描程序和低速扫描程序,高速扫描程序的扫描周期很短,约为0.4ms,用于处理实时性很强的伺服控制任务,是整个程序的主体,在其中调用运动程序实现对电机的精确控制;低速扫描视图扫描周期远低于高速扫描视图,在程序系统中用于处理实时性要求较低的错误和警报。
伺服系统控制程序采用模块化编程,各自针对要求不同的应用设计了高速扫描视图、低速扫描视图和运动控制程序。系统上电之后,CPU就同时开始高速扫描与低速扫描两个独立的扫描过程,并在高速扫描过程中调用运动程序来进行运动控制。低速和高速扫描视图的流程分别如图3和图4所示。
3 调试结果分析
伺服系统调整主要调整系统的速度回路增益、速度回路积分时间常数、位置回路增益和扭矩指令过滤时间常数这几个参数。通常按照下列步骤进行:
第一步,较低地设定位置回路增益,在不发生噪音或振动的范围内逐步进步速度回路增益。
第二步,略微降低第一步中设定的速度回路增益降值,在系统不发生上冲或振动的范围内逐步进步位置回路增益。
第三步,根据定位调整时间、机械系统的振动等情况设定速度回路积分时间常数。
第四步,假如机械系统发生的扭曲共振时,适当地进步扭矩指令过滤时间常数。
最后,观察系统响应并对各个参数进行微调,进行参数优化。
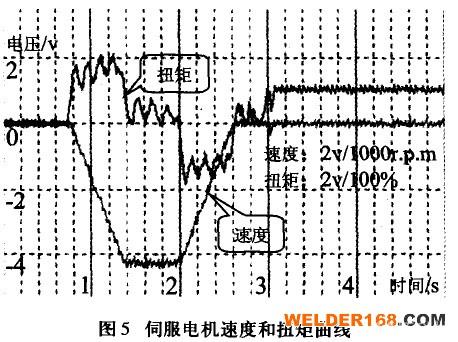
图5是伺服电机的速度曲线和扭矩曲线。从图中可以看到,第一阶段对电机进行速度控制,电机转速响应很快,转速由0增加到2000r/m的过程十分平稳。第二阶段对电机进行扭矩控制,电机由0增加到50% 的额定扭矩响应很快,也没有出现大的波动。表明按照这个方法进行调试是可行的,完全能够满足自动化生产线的需要。
4 结束语
在实际生产中,该自动焊接生产线的伺服系统运行稳定可靠,满足了高品质轿车车身焊接工艺的需要,为广州本田年产24万轿车发挥了决定性作用。该伺服系统运动平稳且定位速度快,使得整条生产线的节奏控制在45、7秒,最大程度上发挥了机械的效率。该系统的成功在于系统设计上采用了分层的体系结构和逻辑控制与运动控制相结合的控制方式。随着中国汽车产业的快速发展,尤其是对车身质量、产量和本钱的要求不断进步,伺服系统必将在汽车车身自动焊接生产线上广泛应用。


